- Токарный станок
- Фрезерный станок
- Сверлильный станок
- Пильный станок
- Шлифовальный станок
- Пресс машина
- Машина для производства листового металла
- Металлообрабатывающая машина
- Гаражное оборудование
- Аксессуары для машин
- Игровые автоматы
- Шейперные станки
- Металлообрабатывающие станки
- Режущие станки
- Зубофрезерные станки
- Машина для выдувания бутылок
- Гаражное оборудование
- Машины для обработки листового металла
- Прессовые машины
- Сверлильные станки
- Пилы
- Фрезерно-сверлильные станки
- Шлифовальные станки
- токарные станки
- Фрезерные станки
- Фрезерные станки с ЧПУ
- Токарные станки с ЧПУ









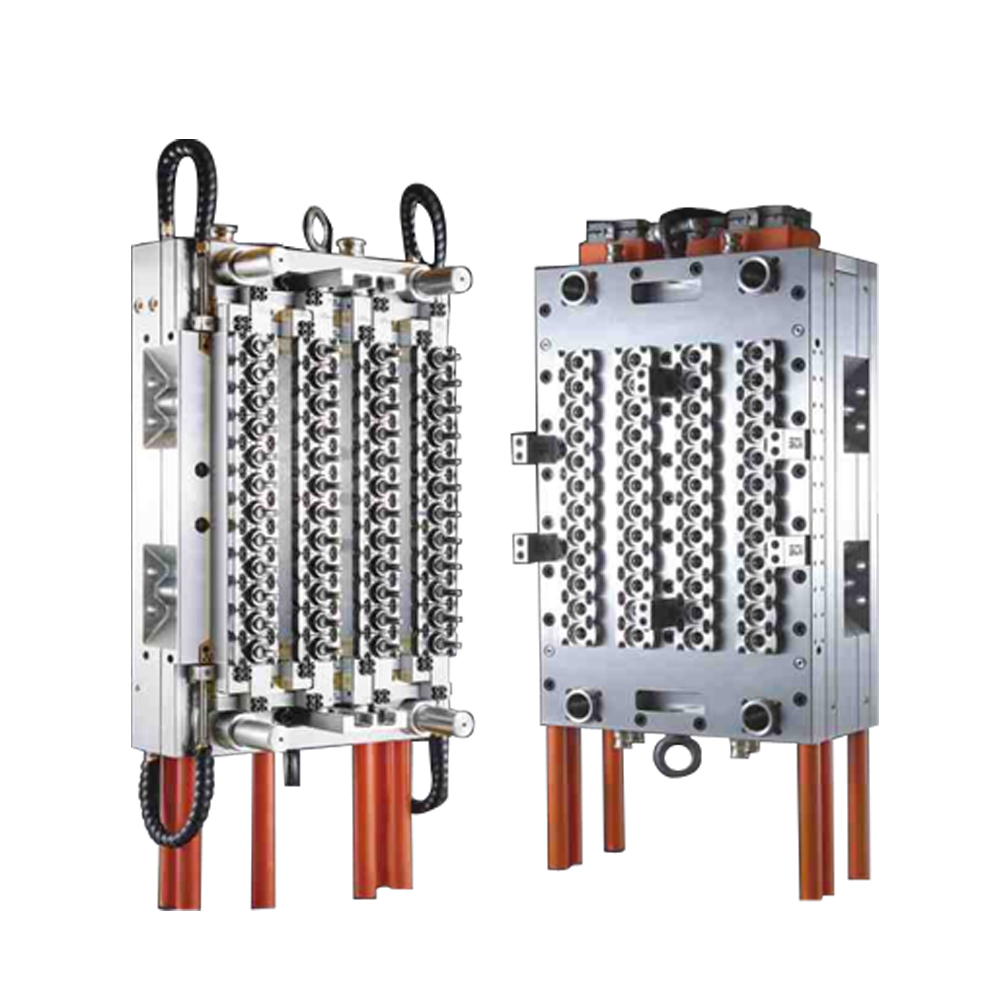
Preform Moulds,Blow Mould,Cap Mould
- Самоблокировка и отключение отдельно для каждой полости, что гарантирует высокую точность и меньшее количество дефектов при производстве готовых преформ.
3.Система регулировки смещения центра для обеспечения разницы толщины преформы < 0,05 мм.
- Применяется горячий затвор; нет необходимости отрезать хвост преформы и это сэкономит трудозатраты.
- Горячий бегунок: одна температурная зона контролирует температуру в одной точке; это предотвращает появление белых дефектов на преформе.
В нагревателе горячего бегуна используются итальянские технологии и компоненты известных итальянских брендов.
- Опытные дизайнеры разрабатывают форму преформы в соответствии с конечной формой бутылки; толщина и высота преформы разумно и идеально спроектированы, чтобы конечные бутылки весили легко, но были твердыми на ощупь.
Название
Комбинация A
Комбинация B
Комбинация C
Комбинация D
Материал сердечника
38Cr
S136 (HRC 44-48)
S136 (HRC 44-48)
S136 (HRC 44-48)
Материал полости
38Cr
S136 (HRC 42-46)
S136 (HRC 42-46)
S136 (HRC 42-46)
Материал горловины
38Cr
S136 (HRC 48-52)
S136 (HRC 48-52)
S136 (HRC 48-52)
Материал основания пресс-формы
сталь #45
P20 (HRC 28-32)
P20 (HRC 28-32)
P20 (HRC 28-32)
Структура пресс-формы
Обычный
Нормальный
Самоблокировка
Самоблокировка
Бегунок
Горячий бегунок
Тип хвоста преформы
Короткий/длинный хвост
Короткий/длинный хвост
Короткий/длинный хвост
Затвор клапана
Обработка поверхности
Полировка и хромирование
Польский
Польский
Польша
Полость
полость ≤24
≤24 полости
≤7
≤7
Гарантия
0,8 млн. выстрелов
1 миллион выстрелов
3 миллиона выстрелов
3 миллиона выстрелов
Комбинация A - самая дешевая, подходит для небольших проектов и производства преформ для собственного завода.
Комбинация B использует материал S136, продлевает срок службы формы, а цена увеличивается лишь незначительно, наиболее экономически эффективна.
Комбинация C - самоблокирующаяся структура, каждая полость может быть изменена, продлевает срок службы формы и повышает качество продукции.
Комбинация D - лучшее качество, подходит для профессиональных поставщиков преформ.
Основные компоненты пресс-формы для производства ПЭТ-преформ Технические характеристики и преимущества
Основной компонент
Технические характеристики и преимущества.
Сердцевина
Сталь 2316 из Швеции.
высококачественная специальная пресс-форма
сталь из Швеции (HRC >45)
гарантия 2 миллиона выстрелов
без обслуживания
Шея
Сталь S136 из Швеции, HRC >60,
Международный стандарт винтовой шейки.
Полость
Сталь 2316 из Швеции
Каждая полость имеет независимый регулятор температуры.
Каждая полость зажимается независимо,
обеспечивая концентричность формы. 0,05-0,06 мм.
Корпус
Материал из стали P20 из Германии
Горячеканальная плита
2344 Стальной материал из Германии
Плита-слайдер
износостойкая медь
специально разработанный
Правильная конструкция позволяет сократить время цикла литья до 15 секунд (при использовании соответствующего
охладитель воды и инжекционная машина) около 3-5 выстрелов в минуту
контуры охлаждения
обеспечивают высокое качество готовых изделий.
Конструкция горячих бегунов
Anole Германия
Нагреватель
Каждая полость имеет свою независимую зону нагрева и температура измеряется
(преимущества: легко избежать некоторых проблем: например, белого цвета или скамьи для рисования на дне).
таких как белая или ничья скамья на дне).
Клапан закрытого типа без хвоста сокращает трудозатраты.
конструкция с клапаном
Наименьшие отклонения по весу и размерам
толщина между максимальной и минимальной частями
не более 0,05 мм, чтобы убедиться.
что все детали могут хорошо сочетаться.